Currency
November 18, 2017

The European Standard EN 388:2003 – ‘Protective gloves against mechanical risks’ has been undergoing a planned review and the revised document is currently at the final vote and approval to publish stage. The latest available version is FprEN388:2016 ‘Protective gloves against mechanical risk’ and this is not expected to differ significantly from the final published version due later this year. The new version of the standard will reconfirm some of the current tests that it contains, improve testing procedures for other properties and introduce a new category of protection, which will all be discussed in this article.
General-purpose protective gloves still account for the largest market share of all PPE sold and protect wearers from a wide range of hazards depending on the activities they undertake. The difference in the protective requirements of these products depends on the intended use and to assist in the selection of personal protective equipment (PPE), European Safety Standards for gloves have different levels of protection. This enables the selection of appropriate PPE to match the hazards and risks identified for a specific work activity and means that one level of pass/fail will not indicate the levels of protection offered across each of the various safety categories required by a consumer. The standard is intended to be used in conjunction with BS EN 420:2003+A1:2009 Protective gloves: General requirements and test methods, which is designed to ensure that the gloves themselves do not cause harm to the wearer and are comfortable to wear.
FprEN388 specifies requirements, test methods, marking and information to be supplied for protective gloves against the mechanical risks of abrasion, blade cut, tear, puncture and, if applicable, impact. The test procedures include a separate test for each of these properties. A performance level is awarded according to each test4 result (the higher the number, the greater the level of protection). This allows general-purpose gloves to be distinguished in each of the four key areas, providing the range of choice now required by consumers. Results are displayed using a pictogram (as seen in Figure 1), permitting clear understanding of the capability of each type of glove.

There have been no technical changes to the abrasion resistance method between the 2003 and the 2016 versions of the standard. The abrasion resistance test is undertaken on a Martindale wear and abrasion machine, in which specimens of the material (cut from the palm of the glove) are fitted to a rubbing head of fixed size and weight. This head is then moved in an elliptical motion over a table covered with 100 grit abrasive material.
Four specimens of the material are tested, with the test result being the number of cycles required to abrade through (hole) the material. The performance level of a single material is decided by the lowest result of the four tests. For multiple layer materials (where the test specimen is made of several unbonded layers), each layer is tested separately. The performance level is based on the sum of the number of cycles.
Four levels of performance are defined within EN 388, ranging from Level 1, (which is equivalent to holing between 100 and 500 cycles) to Level 4, where holing does not occur before 8,000 cycles, as shown by Table 1.
The 2003 version of the standard contained the test procedure for a circular cut test with reference made to an alternative straight blade method for materials with a higher resistance. This circular cut test consists of a free rotating blade, under a standard 5N contact force, which tracks backwards and forwards over the flat surface of the test material within a fixed stroke length. The test stops when cut through of the blade is detected (via electrical contact with the underlying surface) and the number of strokes completed by the blade is recorded. To take the sharpness of the blade into account, the test is performed using a standard canvas control material both before and after testing the specimen. The mean of these two tests on the control material is then calculated. The test result is determined from the number of cycles required to cut through the specimen and the mean number of cycles required to cut through the control fabric.
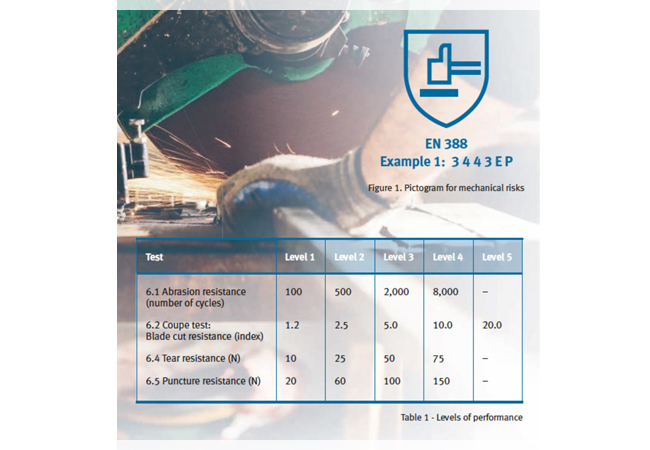
Where multiple layer materials are present, the layers are assembled and tested as they would be in the glove. Two test specimens are selected, and each specimen is tested five times on low-cut resistant gloves and three times on a high-cut resistant glove, which allows for any variation across gloves. A mean blade cut index is calculated for each specimen tested. The performance level is based on the lower mean blade cut index of the two specimens, ranging from a Level 1 cut resistance of greater than 1.2, up to a Level 5, with a result greater than 20, as shown by Table 1.
Using the circular cut test for composite fibre-based materials (including advanced technology aramids) and other specialised materials, has its limitations. For all these products, which are designed to achieve high levels of cut resistance, the dulling of the blades during the extended testing means results for the second control specimen can be inaccurate. Glass fibres and abrasive surfaces may also give variable results across individual cuts, due to local variations in the specimen. Steel fibres risk creating an electrical contact with the specimen holder, thus indicating a false reading in the cut-through point.
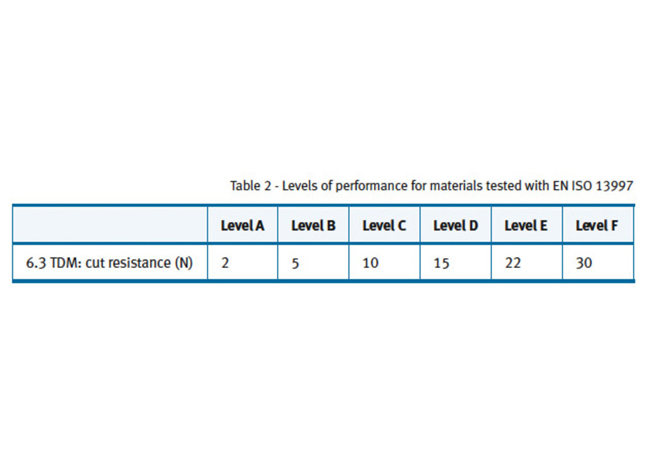
The alternative method given in the 2003 version of the standard; ISO 13997:1999 – ‘Protective clothing – Mechanical properties – Determination of resistance to cutting by sharp objects’ cut test is now fully included within the 2016 version of the standard and is used if the circular blade test shows dulling of the cutting edge. This test uses a straight blade drawn across a specimen until cut-through takes place. The test measures the load applied to the blade in order to make a cut-through over a 20mm stroke length. Because the blade travels a much shorter distance, the blunting of the blade plays a much less significant role in the test results. Through plotting of the results from an initial set of tests onto a scatter graph, force against stroke length can be plotted using a trend line that estimates the force necessary to create a 20mm stroke length. Once determined, the identified force is applied to the specimen a further five times. If the results of the stroke length are within the defined tolerance levels, the force is accurately identified. The performance levels range from a Level A cut resistance of greater than 2N, up to a Level F, with a result greater than 30N, as shown by Table 2.
It is also worth noting that due to the differences in the two methods used for cut resistance, the correlation between the two methods is often poor – a material could achieve different levels using various test methods. It is also worth noting that the methods have different benefits, which make them more suitable for a variety of material types. However, it is widely considered that the ISO 13997 method is generally more accurate for high levels of cut resistance. The trade-off is that due to the need for large numbers of individual cuts (each using a brand new blade), the ISO 13997 method4 is significantly more time-consuming and costly to carry out.
There have been no technical changes to the tear resistance method between the 2003 and the 2016 versions of the standard. In this test, specimens of material from the palm of four gloves (two from the longitudinal direction and two from the transverse direction) are prepared and clamped in the jaws of a standard tensile strength testing machine. The jaws are moved apart at a constant speed (100mm/min), and the force needed to tear the material is measured. For single materials, the performance level is given by the lowest result of the four tests. For multiple layer unbonded items, each layer is tested individually. Four tests are carried out on each layer, and performance is based on the lowest individual result of the most tear-resistant material. EN 388 defines the performance levels as ranging from Level 1, whereby the specimen can resist a peak force between 10N and 25N to Level 4, where the tear strength is at least 75N.
There have been no technical changes to the puncture resistance method between the 2003 and the 2016 versions of the standard. Test specimens are again taken from the palm of the glove. In the case of unbonded multiple-layer materials, the layers are assembled and tested as they would be in the glove. The test uses a standard, rounded stylus which is pushed through the specimen at a constant speed (100mm/min) using a compression test machine, and the maximum force required for the stylus to penetrate fully through the specimen is measured. Performance levels are based on the lowest of four test results – defined in EN 388 as being from Level 1, with a puncture force of between 20N and 60N to Level 4, which has a measured resistance of at least 150N.
For gloves made from composite or specialised materials, and intended for specialist applications (such as protection against hypodermic needles), the standard puncture test stylus is too thick. SATRA offers4 a test which uses a needle, as opposed to the wider stylus.
The 2016 version of the standard contains an additional test for impact resistance where testing is carried out in accordance with 6.9 of EN 13594:2015 Protective gloves for motorcycle riders. Requirements and test methods. This is an optional test and is used for gloves which incorporate specific impact resistant properties which may be added to the back of the hand or the knuckles. In this test, gloves are opened out flat by cutting along the juncture of the palm and back so that the area of protection can be impacted alone and is secured over a domed anvil. The test area is impacted with a 2.5kg flat face striker from a sufficient height to provide an impact energy of 5J. The peak force detected by a load cell or sensor mounted beneath the anvil is recorded. Four tests are carried out on samples of each area of protection taken from four different gloves. Gloves must meet the requirement of level 1 of EN 13594:2015; that is the mean transmitted force shall be ≤7.0kN and any single results shall be ≤9.0kN.
For gloves satisfying the requirements of EN 388, the mechanical properties of the glove shall be shown in a pictogram followed by the respective performance levels of each mechanical test, as shown in Figure 1. The first number corresponds to the abrasion resistance, the second to the circular blade cut resistance, the third to the tear resistance, the fourth to puncture resistance and the fifth character (a letter) to the straight cut test. If the straight blade cut test has not been performed, then an “X” should be used in place of an achieved level. In addition, a marking code “P” may also be added for gloves meeting the impact resistant requirements of EN 388. For the first four tests it is common convention to indicate an “0” when a level 1 cannot be attained. Publication of the new standard Manufacturers and suppliers will be keen to supply gloves that are accredited against the latest version of the standard hence the industry is eagerly awaiting the publication of the final version of the standard. With the introduction of a second rating for cut resistance there will no doubt be some confusion for persons involved with selection of gloves and some explanation or support may be required.
FprEN388 specifies requirements, test methods, marking and information to be supplied for protective gloves against the mechanical risks of abrasion, blade cut, tear, puncture and, if applicable, impact. The test procedures include a separate test for each of these properties. A performance level is awarded according to each test4 result (the higher the number, the greater the level of protection). This allows general-purpose gloves to be distinguished in each of the four key areas, providing the range of choice now required by consumers. Results are displayed using a pictogram (as seen in Figure 1), permitting clear understanding of the capability of each type of glove.
EN 388, 6.1 – Abrasion resistance
There have been no technical changes to the abrasion resistance method between the 2003 and the 2016 versions of the standard. The abrasion resistance test is undertaken on a Martindale wear and abrasion machine, in which specimens of the material (cut from the palm of the glove) are fitted to a rubbing head of fixed size and weight. This head is then moved in an elliptical motion over a table covered with 100 grit abrasive material.
Four specimens of the material are tested, with the test result being the number of cycles required to abrade through (hole) the material. The performance level of a single material is decided by the lowest result of the four tests. For multiple layer materials (where the test specimen is made of several unbonded layers), each layer is tested separately. The performance level is based on the sum of the number of cycles.
Four levels of performance are defined within EN 388, ranging from Level 1, (which is equivalent to holing between 100 and 500 cycles) to Level 4, where holing does not occur before 8,000 cycles, as shown by Table 1.
EN 388, 6.2 and 6.3 – Blade cut resistance
The 2003 version of the standard contained the test procedure for a circular cut test with reference made to an alternative straight blade method for materials with a higher resistance. This circular cut test consists of a free rotating blade, under a standard 5N contact force, which tracks backwards and forwards over the flat surface of the test material within a fixed stroke length. The test stops when cut through of the blade is detected (via electrical contact with the underlying surface) and the number of strokes completed by the blade is recorded. To take the sharpness of the blade into account, the test is performed using a standard canvas control material both before and after testing the specimen. The mean of these two tests on the control material is then calculated. The test result is determined from the number of cycles required to cut through the specimen and the mean number of cycles required to cut through the control fabric.
Where multiple layer materials are present, the layers are assembled and tested as they would be in the glove. Two test specimens are selected, and each specimen is tested five times on low-cut resistant gloves and three times on a high-cut resistant glove, which allows for any variation across gloves. A mean blade cut index is calculated for each specimen tested. The performance level is based on the lower mean blade cut index of the two specimens, ranging from a Level 1 cut resistance of greater than 1.2, up to a Level 5, with a result greater than 20, as shown by Table 1.
Using the circular cut test for composite fibre-based materials (including advanced technology aramids) and other specialised materials, has its limitations. For all these products, which are designed to achieve high levels of cut resistance, the dulling of the blades during the extended testing means results for the second control specimen can be inaccurate. Glass fibres and abrasive surfaces may also give variable results across individual cuts, due to local variations in the specimen. Steel fibres risk creating an electrical contact with the specimen holder, thus indicating a false reading in the cut-through point.
The alternative method given in the 2003 version of the standard; ISO 13997:1999 – ‘Protective clothing – Mechanical properties – Determination of resistance to cutting by sharp objects’ cut test is now fully included within the 2016 version of the standard and is used if the circular blade test shows dulling of the cutting edge. This test uses a straight blade drawn across a specimen until cut-through takes place. The test measures the load applied to the blade in order to make a cut-through over a 20mm stroke length. Because the blade travels a much shorter distance, the blunting of the blade plays a much less significant role in the test results. Through plotting of the results from an initial set of tests onto a scatter graph, force against stroke length can be plotted using a trend line that estimates the force necessary to create a 20mm stroke length. Once determined, the identified force is applied to the specimen a further five times. If the results of the stroke length are within the defined tolerance levels, the force is accurately identified. The performance levels range from a Level A cut resistance of greater than 2N, up to a Level F, with a result greater than 30N, as shown by Table 2.
It is also worth noting that due to the differences in the two methods used for cut resistance, the correlation between the two methods is often poor – a material could achieve different levels using various test methods. It is also worth noting that the methods have different benefits, which make them more suitable for a variety of material types. However, it is widely considered that the ISO 13997 method is generally more accurate for high levels of cut resistance. The trade-off is that due to the need for large numbers of individual cuts (each using a brand new blade), the ISO 13997 method4 is significantly more time-consuming and costly to carry out.
EN 388, 6.3 – Tear resistance
There have been no technical changes to the tear resistance method between the 2003 and the 2016 versions of the standard. In this test, specimens of material from the palm of four gloves (two from the longitudinal direction and two from the transverse direction) are prepared and clamped in the jaws of a standard tensile strength testing machine. The jaws are moved apart at a constant speed (100mm/min), and the force needed to tear the material is measured. For single materials, the performance level is given by the lowest result of the four tests. For multiple layer unbonded items, each layer is tested individually. Four tests are carried out on each layer, and performance is based on the lowest individual result of the most tear-resistant material. EN 388 defines the performance levels as ranging from Level 1, whereby the specimen can resist a peak force between 10N and 25N to Level 4, where the tear strength is at least 75N.
EN 388, 6.4 – Puncture resistance
There have been no technical changes to the puncture resistance method between the 2003 and the 2016 versions of the standard. Test specimens are again taken from the palm of the glove. In the case of unbonded multiple-layer materials, the layers are assembled and tested as they would be in the glove. The test uses a standard, rounded stylus which is pushed through the specimen at a constant speed (100mm/min) using a compression test machine, and the maximum force required for the stylus to penetrate fully through the specimen is measured. Performance levels are based on the lowest of four test results – defined in EN 388 as being from Level 1, with a puncture force of between 20N and 60N to Level 4, which has a measured resistance of at least 150N.
For gloves made from composite or specialised materials, and intended for specialist applications (such as protection against hypodermic needles), the standard puncture test stylus is too thick. SATRA offers4 a test which uses a needle, as opposed to the wider stylus.
EN 388, 6.6 – Impact resistance
The 2016 version of the standard contains an additional test for impact resistance where testing is carried out in accordance with 6.9 of EN 13594:2015 Protective gloves for motorcycle riders. Requirements and test methods. This is an optional test and is used for gloves which incorporate specific impact resistant properties which may be added to the back of the hand or the knuckles. In this test, gloves are opened out flat by cutting along the juncture of the palm and back so that the area of protection can be impacted alone and is secured over a domed anvil. The test area is impacted with a 2.5kg flat face striker from a sufficient height to provide an impact energy of 5J. The peak force detected by a load cell or sensor mounted beneath the anvil is recorded. Four tests are carried out on samples of each area of protection taken from four different gloves. Gloves must meet the requirement of level 1 of EN 13594:2015; that is the mean transmitted force shall be ≤7.0kN and any single results shall be ≤9.0kN.
EN 388, 7 Marking of gloves
For gloves satisfying the requirements of EN 388, the mechanical properties of the glove shall be shown in a pictogram followed by the respective performance levels of each mechanical test, as shown in Figure 1. The first number corresponds to the abrasion resistance, the second to the circular blade cut resistance, the third to the tear resistance, the fourth to puncture resistance and the fifth character (a letter) to the straight cut test. If the straight blade cut test has not been performed, then an “X” should be used in place of an achieved level. In addition, a marking code “P” may also be added for gloves meeting the impact resistant requirements of EN 388. For the first four tests it is common convention to indicate an “0” when a level 1 cannot be attained. Publication of the new standard Manufacturers and suppliers will be keen to supply gloves that are accredited against the latest version of the standard hence the industry is eagerly awaiting the publication of the final version of the standard. With the introduction of a second rating for cut resistance there will no doubt be some confusion for persons involved with selection of gloves and some explanation or support may be required.
SOURCE:
https://www.hsimagazine.com/article/proposed-changes-to-en-388
Recent Posts




Popular Posts